菊盛が出来るまで
日本酒は、その土地で育まれた素材と
気候風土、そして醸す人の手によって
生まれる、
まさに唯一無二の存在です。
常陸野の豊かな地下水、大切に育てられた酒米、
そしてこの地で受け継がれる技を持つ杜氏や蔵人の想いが
すべて合わさって、
木内酒造の酒
「菊盛」は生まれます。
伝統的な南部杜氏の技を受け継ぎながらも、
近年は若い感性と独自の醸造理論を持つ自社の杜氏が
「菊盛」を醸しています。
伝統と進取の精神の融合により、常識にとらわれない新たな取り組みにも挑戦し、
世界で愛される日本酒を目指して、日々試行錯誤を重ねています。
木内酒造の杜氏・蔵人たちは、
ただ酒を醸すだけでなく、
未来への夢も醸しているのです。

-
工程01
米選び
清酒醸造の決め手は酒米の品質です。
清酒に適した米の条件は、
○ 米粒が大きいこと
○ 米の芯に乳白色の芯白があること
○ タンパク質、脂肪分が少ないこと など。
木内酒造では、地元茨城や兵庫県加西市の農家の方々に協力いただき、山田錦をはじめ高品質な米を低農薬で栽培しています。
木内酒造は、高品位の材料をたくさん仕入れるために、農家の方々や農協の皆さまにご協力いただき、木内酒造の酒米を特別に契約栽培しています。
[茨城県那珂市 叶屋商店]
木内酒造のかねてからの望み。それはここ常陸野で育てた山田錦で清酒菊盛を醸すことでした。その願いは叶屋商店・海野敦之さんを中心とした米農家の方々の協力により遂に実現しました。
[兵庫県加西市 木内酒造酒米生産団体]
山田錦の本場、兵庫県加西市で亀尾洋三さんを中心とした5名の農家の方々がEM菌を使用した有機農法で山田錦を栽培しています。[茨城県瓜連町酒米研究会]
完全無農薬による有機栽培の美山錦、五百万石、若水等の栽培をしています。[茨城県御前山酒米研究会]
茨城県で最初に酒米を栽培。山間の農地で本場長野産のものに負けない美山錦を栽培しています。
-
工程02
精米
最初に購入した玄米を精米します。精米機は、1回に1200kg入る大型精米機です。この機械で米の外側にある脂肪(醗酵を阻害する成分)、たんぱく質(雑味の成分)を取り除きます。お酒によって精米歩合(出来上がりの白米数量/玄米の数量)が違います。木内酒造の清酒は、下記のとおりの精米歩合です。
品名 精米歩合 全国平均の精米歩合 菊盛 純米酒 65% 73% 菊盛 吟造り 55% 65% 菊盛 大吟醸 40% 50%

-
工程03
洗米
精米したお米は、2週間から1月ほど「枯らし」と称して、倉庫に保存します。この期間に米の水分が均一になり、より良い「蒸し」が得られるようになります。「枯らし」が終了した米は、水洗いを行ないます。1日に1000kg以上の白米を洗います。そして、白米に水を吸わせます。大吟醸など精白率が50%より低い米は、崩れやすく水分を吸いやすいために大切に手で洗います。

-
工程04
蒸し
蒸した米は、麹菌を付けて麹室(こうじむろ)で麹を造ります。

-
工程05
麹つくり
蒸しあがった米の20%は、麹にします。
40度まで冷まして種麹(麹カビの胞子)を散布します。 そして48時間かけじっくりとカビの菌糸を繁殖させます。
このようにして出来た麹には、米のでんぷん質を糖化させる酵素や醗酵を助ける成分などが たくさん含まれます。 昔から、一に麹、二にもと(酵母)、三につくり(もろみの醗酵)と、この麹造りが良い酒造りの 一番の基本だと言われています。
-
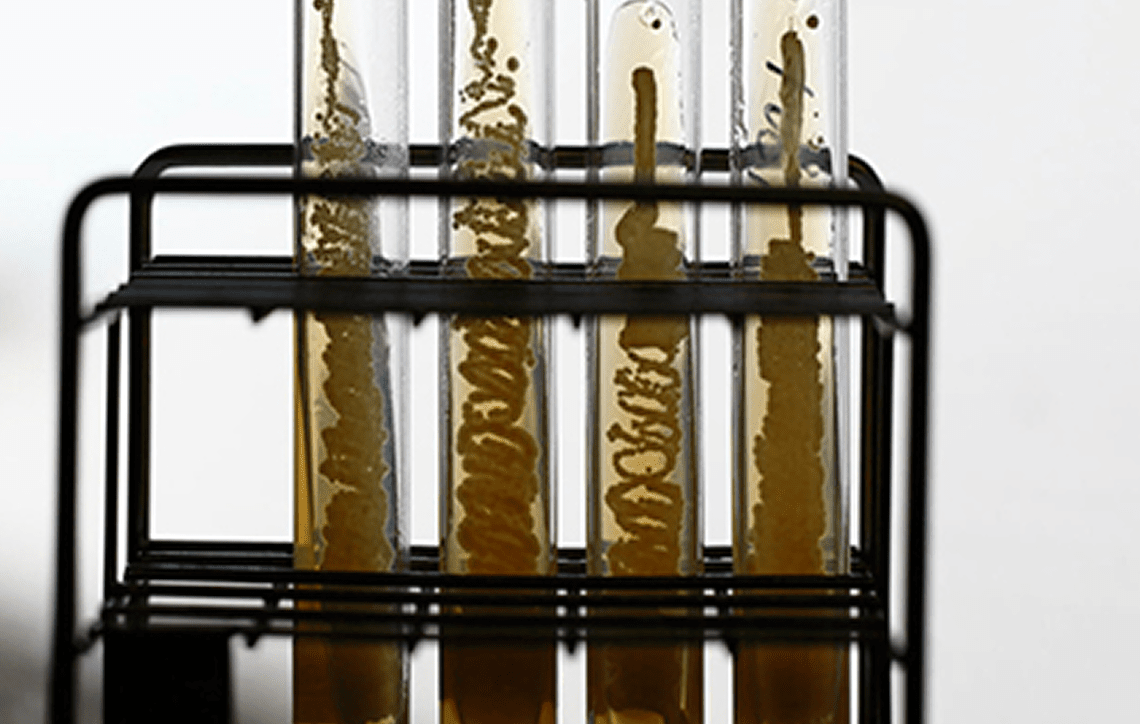
工程06
酵母培養
お酒の香りを決める主役は、酵母です。香りが高く、味わいが豊かな酵母を培養しなければなりません。

-
工程07
酒母つくり
まさしく酒の母、醗酵をつかさどる酵母を純粋に多量に培養します。
麹、蒸した米、水そして酵母培養室で純粋に培養した酵母を加え、
1週間から3週間ほど醗酵させます。
-
工程08
もろみ
麹、蒸した米、酒母、仕込み水を加えて醗酵させます。
日本酒の醗酵は麹による糖化と酵母によるアルコール醗酵が同時に進行する世界でも稀な形態です(並行複醗酵と呼ばれます)。
もろみの温度が高くなればアルコール発酵が進み過ぎ、また、逆に温度が低すぎれば糖化が進みすぎてしまいます。このバランスを保つのが良い日本酒造りのポイントの一つです。
仕込をしてから20日ほど過ぎると、ほぼもろみが完成し、 果実のような芳香を放ちます。
-
工程09
上槽(しぼり)
醗酵が終了し、もろみに十分なアルコールが出来、また豊かな風味が備われば、醸造の最後の仕事である上槽(しぼり)により透明な新酒と酒粕に分けます。

-
工程10
ろ過・火入れ
できあがった清酒は、ごみを取り除くろ過、酵母菌、酵素等を死滅させる火入により最後の仕上げを行ないます。

-
工程11
熟成
低温でゆっくり熟成させます。